关于兴千田
兴千田致力于客户终身价值实现,针对企业不同成长阶段管理需求,从研发、应用、人才、服务等多重维度提供一站式服务支撑。
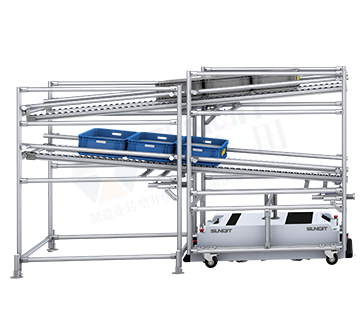
传统布局结构没有考虑到生产制造过程中的工艺路线的紧密程度和生产组织过程中的流动要求,严重制约着企业精益物流的运行和精益制造模式的建立,对企业生产制造现场的管理带来了很大的难度。现场混乱不堪、物流资源耗费巨大、场地拥挤无序等现象严重阻碍了“单件流”的实现,整个制造周期由于传统的布局结构而无法得到有效改善。企业可以用“单件流”的思想实现企业现场精益布局来克服企业制造过程中所面对的问题。兴千田精益改善机构和大家详细介绍下。
一、什么是精益工厂布局
精益布局是以现状布局为基础, 通过消除人、机、料、法、环各个环节上的浪费,来实现5者最佳结合的布局,并建立实现生产系统有效管理的系统方法。
二、精益布局规划的目的
1、降低生产周期时间,快速响应客户
2、降低库存、消除搬运、有效减少浪费
3、提高设备整体产出能力
4、提高空间利用率
5、减少作业量
6、改善作业环境
三、未经过精益布局规划的企业工厂布局存在什么问题
1、损耗浪费严重
据不完全统计,90%以上的企业在新工厂建设时期,由于对企业发展战略和产能规划预想不足,整体物流规划、设备调试和安装、周转期周转量、产线布局及过程设计等因素考虑不完善,有什么摆什么。因为设计不合理,导致新工厂在投产后出现产距长、设备不足或利用率低、工序不平衡等浪费,企业就这样年复一年,日复一日在这种消耗中生产,这种慢性损耗核算起来,比任何八大浪费都要触目惊心。
2、新厂没有新面貌
新工厂,设计者只是关注性能是否符合要求,未考虑和关注设备环境的配色和搭配,建成后灰暗阴沉,毫无生气,员工在里面不要说朝气蓬勃,简直要得抑郁症。有的工厂就是偏爱蓝色,企业LOGO是蓝色,设备是蓝色,货架和工具柜也是蓝色,好不容易刷个通道吧,因为只有蓝色油漆,也刷成了蓝色!全公司在一片蓝灰里面,冷冷清清,怎么会有温馨明朗的氛围?
3、旧厂复制,没有竞争优势
很多新工厂只是旧厂的翻版,没有考虑旧厂的一些不合理,采用新的技术或者新的装备去解决问题,效率效益没有提升。
四、精益工厂布局规划的优势在哪里
1、对产品品种的变换有较强的适应性;
2、由于同类设备集中在一起,便于充分利用生产设备和生产面积;
3、减少重复添置设备,设备费用和维修费用较低;
4、遇到设备故障、材料或人员不足时,生产不致于中断;
5、便于工艺管理,有利于员工技术水平的提高;
6、可以缩短产品的加工路线,节约收发时间和人力;
7、可以减少产品的在运和停放时间,缩短生产周期,减少在制品和流动资金占用。
五、工厂布局规划的开展步骤应该如何
1、基本状况把握:了解企业发展的基本状况和行业市场预测分析。
2、解读企业文化:解读企业文化,调阅企业视觉形象识别文件等文件。
3、价值流分析:进行工厂价值流分析(信息流、物流、工艺流程)。
4、绘制流程资源关系矩阵:识别流程和资源匹配关键点,重点控制。
5、产能规划:了解产能需求和客户需求节拍,平衡设备和人员能力。
6、确定主体布局规划。
7、规划设计说明:提供和布局规划设计总揽图、设备统计、面积、人员配置、工装夹具等资料,并作说明。
8、模拟和改善:采用三维软件或者模型、沙盘进行物流、搬运测试,不断完善布局规划设计内容。
9、规划执行训练:新工厂搬迁,根据规划实施训练和说明,确保方案的落实和执行。
10、搬迁后跟进:新工厂投产顺利后,对规划进行跟进和回访,了解不完善点,提出改善建议。
六、新工厂布局应该遵循怎样的原则
精益布局过程中需要考虑的原则:

七、如何系统布置设计程序模式
精益工厂布局过程程序:

P(产品或材料或服务)
指规划设计的对象所生产的商品、原材料、加工零件和成品或提供服务的项目。
Q(数量或产量)
指所生产、供应或使用的商品量或服务的工作量。
产品产量分析需结合公司战略发展的长期目标,制定符合公司发展目标的产品产量的厂房面积规划。
R(生产路线或工艺过程)
这一要素是工艺过程设计的成果,可用设备表、工艺路线卡、工艺过程图等表示。
S(辅助服务部门)
指公用、辅助、服务部门,包括工具、维修、动力、模具、更衣室、休息室、食堂、厕所等,由有关专业人员提供。
T(时间或时间安排)
指在什么时候,用多长时间生产出产品,包括各工序的操作时间、更换批量的次数。
八、如何进行物流设计
无论是新工厂布局还是老工厂搬迁布局,必然需要考虑物流对布局的要求,因此,在布局过程中考虑如何有效设计物流系统显得尤为重要。物流系统是由运输、储存、装卸搬运、包装、流通加工和物流信息等环节组成的。物流的效益并不是它们的效益简单相加的结果,它们是相互影响、相互制约的,是统一的物流体系锁链中的一环。
物流系统是指在一定时间、空间里,对其所从事的物流事务和过程作为一个整体来处理,用系统的观点、系统工程的理论和方法进行分析研究,以实现其空间和时间的经济效益。
九、物料搬运系统分析方法(SHA)
系统物流的设计程序:

物料分析
在选择搬运方法时,最有影响的因素通常是所需要搬运的物料。因此要弄清物料的类别、物料的主要特征以及物料的实际最小单元或运输单元。
各项移动分析
在分析各项移动时,需要掌握物料(物料分类)、路线(长度、起点和终点)与物流(物流量、物流条件)等资料。
分析各项移动的方法有两种:
1、流程分析法:这种方法每一次只观察一类产品或物料,并跟踪它沿整个生产过程收集资料。必要时,对从原料库到成品库的全过程进行跟踪,编制流程图表。
2、起迄点分析法:这种方法有两种不同做法,一是通过观察每次移动的起迤点收集资料,每次分析一条路线;另一种做法是对一个区域进行观察,收集运进运出这个区域的一切物料的有关资料,编制物料进出表。
各项移动的图表化
图表化是数据处理的一种方法,它把对各项移动的分析结果和区域布置两部分综合起来,用一些规定的特殊符号制成图表,能清楚地表示出所需要设计搬运系统的情况。因此各项移动的图表化是SHA程序模式中的一个重要步骤。
在布置图上绘制的物流图和座标指示图是SHA使用的两种基本的实现各项移动的图表。

在布置图上绘制的物流图
它是画在实际的布置图上,图上标出了准确的位置,所以能够表明每线路的距离和物流方向,可用作选择搬运方法的依据。
兴千田专注精益线体规划13年,已经为多个世界500强企业改善精益生产线,有兴趣的朋友可以咨询:134-2511-4987.


精益是东方的思维方式,讲究从宏观的角度出发,整体实施来解决问题,是一种类比法。
详细了解
MES的定位,是处于计划层和现场自动化系统之间的执行层,主要负责车间生产管理和调度执行。
详细了解
生产管理的专家团队直接深入到工厂,调查分析,为提高生产效率提出合理的建议。
详细了解
从精益的视角对企业的人力资源实现精细化和准确化管理,最大限度地减少人力资源浪费!
详细了解
制造改善案例

LCIA视频
抖音码